Polymer Solutions for Your Industry
Conventus is highly focused in our strategic vertical markets. We keep an eye on the latest trends, the needs of our customers and of their markets, and marry those with the latest advancements in plastic technologies.
We are as equally invested in these vertical markets as our customers. By having an intimate understanding of our key markets, we are able to speak the same language as our customers when it comes to application performance requirements, regulatory requirements, and overall market challenges. It allows us to provide the very best material selection advice, formulate custom solutions, and even identify potential market disruptive solutions with the latest technology advancements before others. At Conventus we are known for proactively bringing these game-changing type of solutions to our customers in our strategic markets.
Some of our strategic vertical markets include:
Automotive / Transportation
Conventus offers a broad portfolio of resins and compounds for the ever-growing automotive and transportation industry.
More About Automotive / Transportation
Electrical & Lighting
Products for electrical and lighting applications need to meet IEC, ISO, EN, and UL standards.
More About Electrical & Lighting
Energy Storage / EV
As EV becomes more popular, manufacturers will rely more heavily on quality plastic parts.
More About Energy Storage / EV
Healthcare
Conventus offers a large portfolio of ISO:10993 approved high-performance resins to manufacture medical devices to the most exact specifications.
More About Healthcare
Industrial
Parts for the industrial industry have stringent mechanical, thermal, and chemical standards.
More About Industrial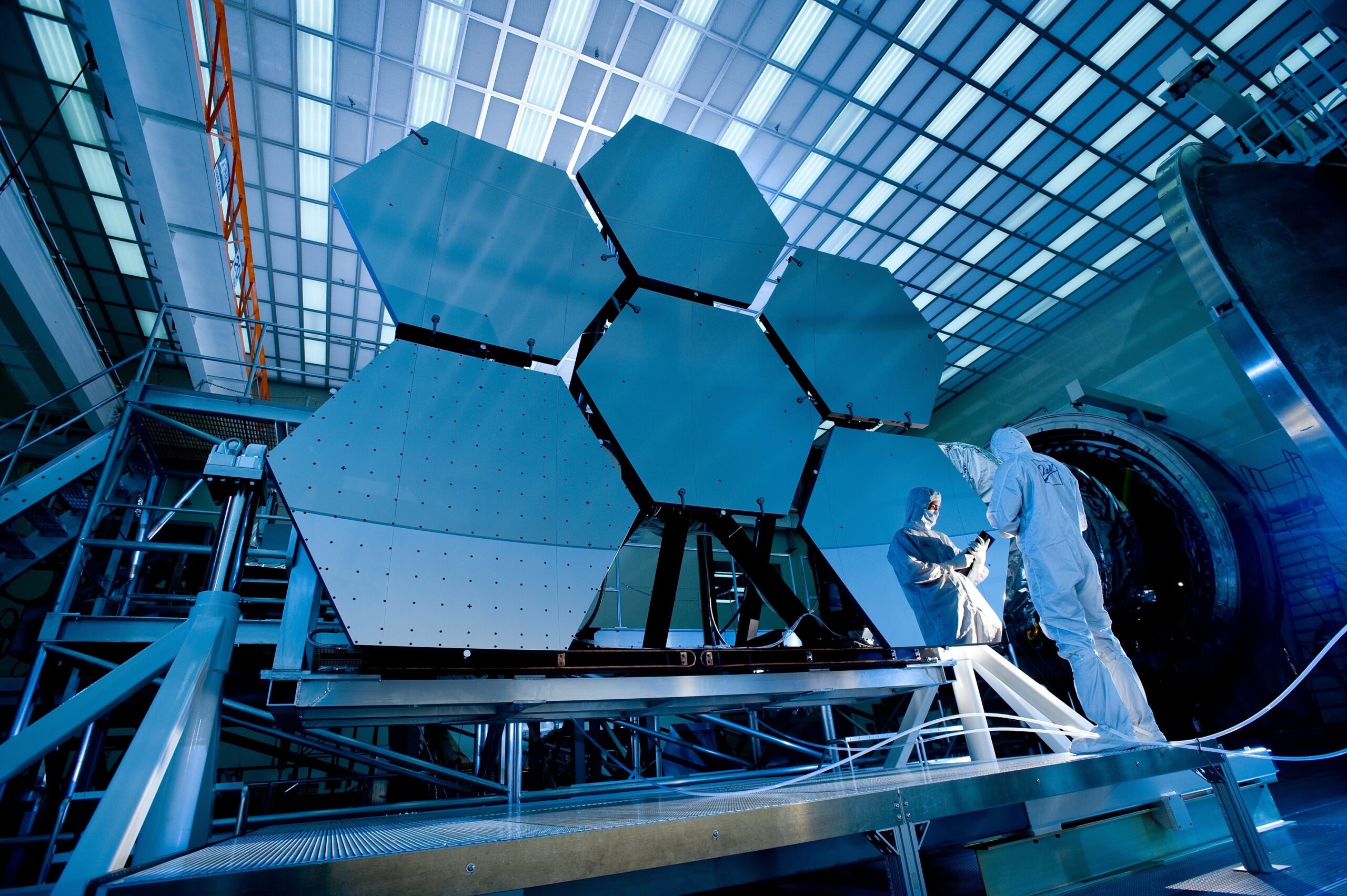
Membranes & Filtration
The team at Conventus works daily to develop components to complement membranes and filtration systems.
More About Membranes & Filtration
Oil & Gas
Equipment made for the oil and gas industry needs to withstand extreme temperatures, high pressures, and corrosive fluids.
More About Oil & Gas
Semiconductor
Production of semiconductors requires long-lasting, heavy-duty, clean components made from high-quality resin.
More About Semiconductor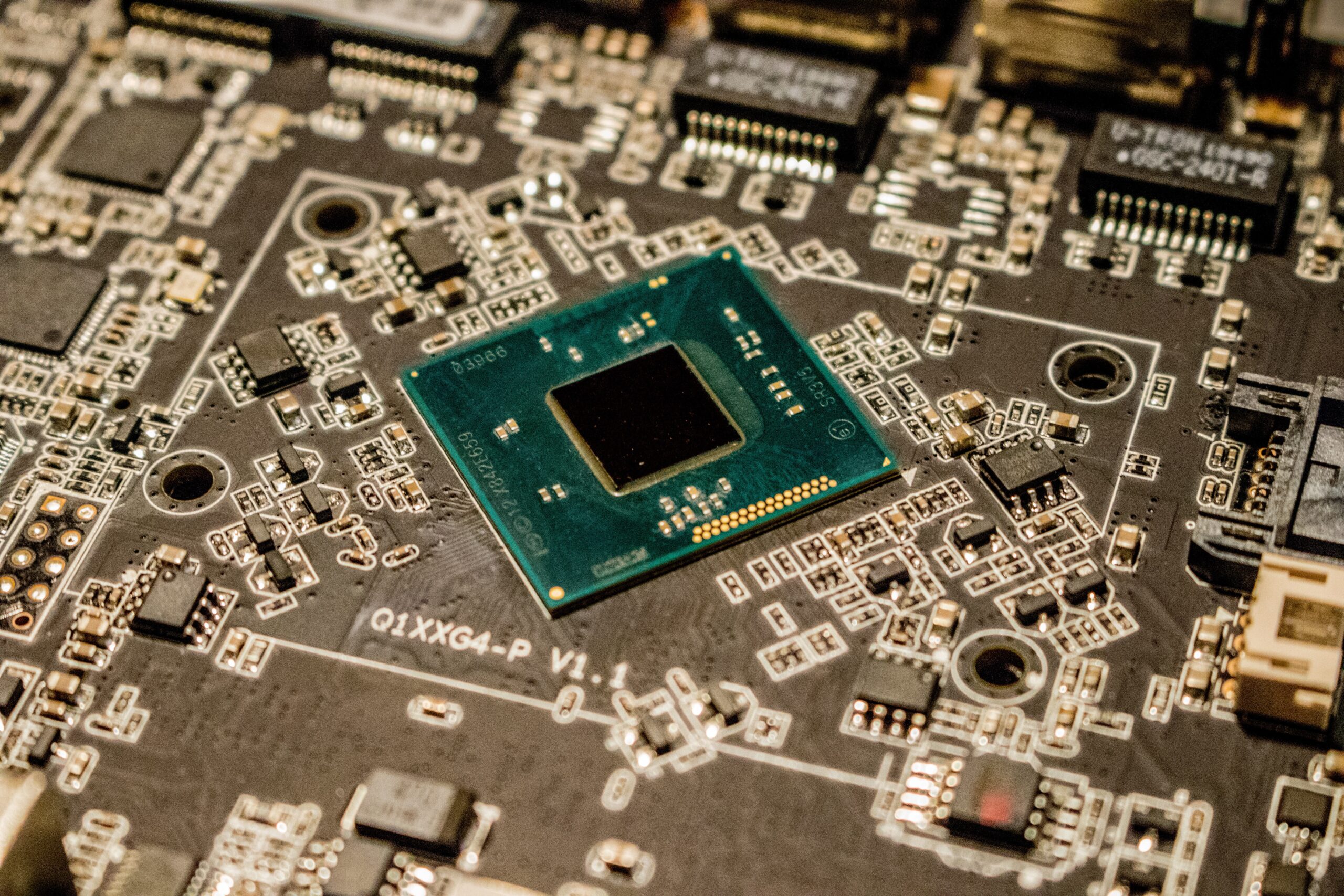
Sporting Goods / Defense
Critical applications made with plastic components require ultra-high strength and super impact-resistant polymers.
More About Sporting Goods / Defense
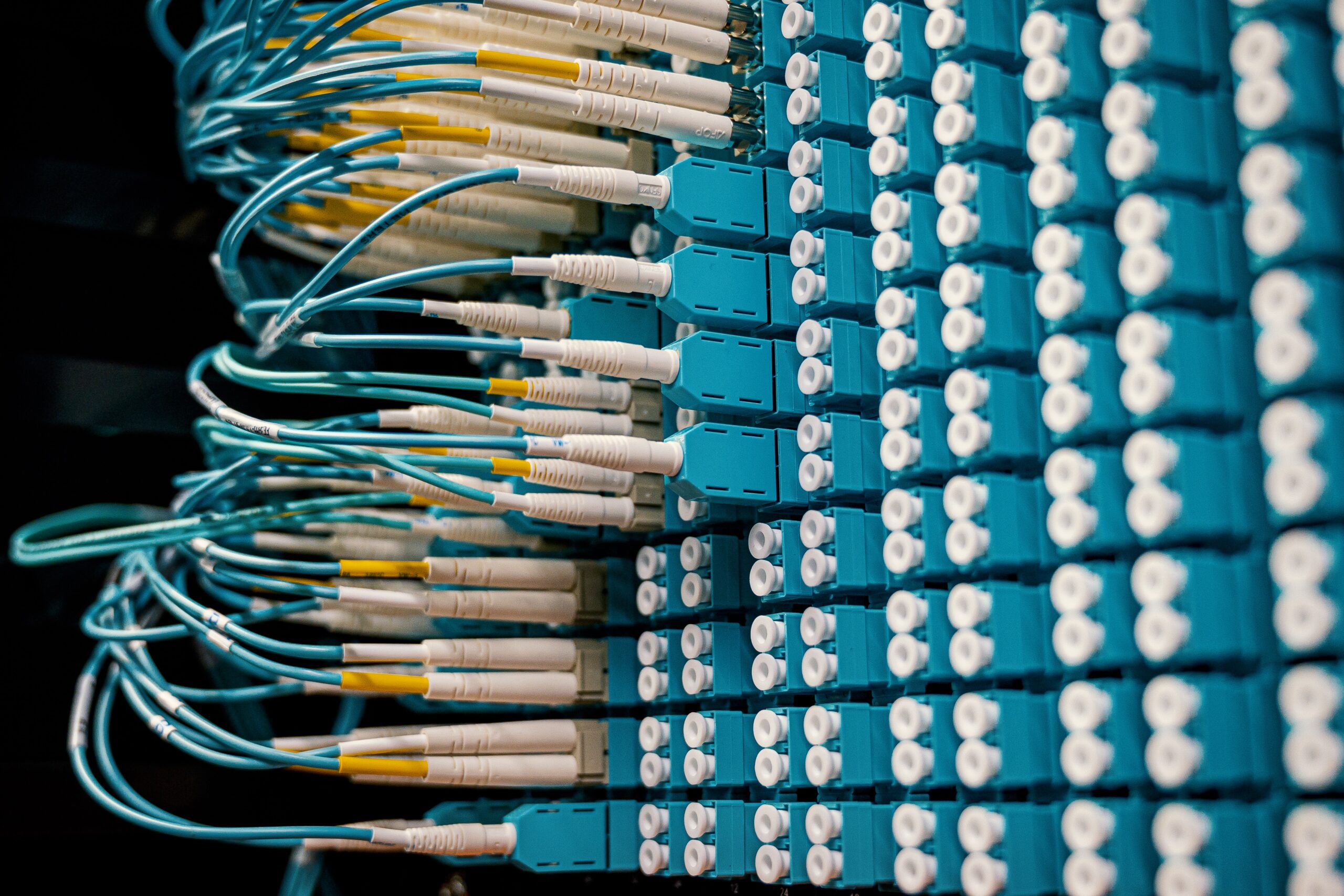
Telecomm / 5G
The telecommunications and 5G markets aren’t the wave of the future; they’re here now and more relevant than ever.
More About Telecomm / 5G
Water Management
Parts for plumbing applications need material considerations such as resistance to high temperatures, high pressures, and chemicals.
More About Water Management
Wire & Cable
Conventus has the most high-performance elastomers for insulation coating on wires and cables.
More About Wire & Cable